TRANSITION FROM PROTOTYPE v.0.9 TO v.1.0
While working on the v.0.9 and the prototypes leading up to it, I mostly focused on mechanical, ergonomic, functional and visual aspects of the headphone, trying to establish a strong base to work from towards meeting all of the future development goals. On the other hand, during the transition from v.0.9 to the v.1.0 design, which I consider the pre-production stage of the headphone with only minimal changes left to be done before production, I focused on the acoustic aspects of the headphone far more. This phase stretched over a period of over two years, because I was only able to work on the headphone during my free time and while not being too busy at the university. On top of that, I've been working on several other headphone models at the same time as well. However, during these two years, a lot of changes have been made to the headphone design, some minor and some major, but most of them were a result of countless hours of listening and testing of various headphone drivers, ear pads, acoustic mesh filters, as well as various combinations of different acoustic treatments. This has led to a lot of incremental changes and improvements to the headphone components, until the pre-production version of the design has finally been reached. Most of the major changes and differences between the v.0.9 and the v.1.0 prototypes are functional in nature and located below the surface, with the external appearance of the headphone going through minor changes only. It's important to mention that acoustic performance of the v.1.0 pre-production version of the headphone is significantly superior to the v.0.9, despite looking very similar to the old version after a quick glance. The same is true for mechanical aspects of the headphone as well, such as the more refined operation of all hinges, a higher quality headband adjustment mechanism, and the general improved sense of solidity due to even tighter assembly tolerances than before.
Another major change is the planned utilization of CNC machining for several mechanical components of the headphone, which will enable production of the hinge yokes, frames, headband pieces, sliders and grill rings out of aluminium, further improving the quality of the headphone. These components have been redesigned according to all specifications and design rules of CNC machining. This means they can easily be CNC machined, but at the same time, they can still be produced using additive manufacturing technologies as well, which widens the production possibilities and will enable the production of this headphone at several price points.
It's very important to note that CNC machining the components is vastly more expensive than producing them using additive manufacturing technologies when producing them in small quantities. For example, CNC machining a single unit of the hinge yoke out of 7075 aluminium costs approximately 15x more than 3D printing it out of Carbon Fiber reinforced polyamide using SLS technology. However, as the production quantity goes up, price per unit of CNC machined components goes down by an incredible amount, to such an extent that CNC machining 50 units of the hinge yoke makes each unit only about 50% more expensive than 3D printing 50 units of it. These production cost dynamics mean that CNC machining is perfectly viable in case of higher volume production, and given enough interest and demand for the headphone, it will surely be utilized in its production, both for the kit versions, as well as the fully finished and assembled headphones.
Another major change is the planned utilization of CNC machining for several mechanical components of the headphone, which will enable production of the hinge yokes, frames, headband pieces, sliders and grill rings out of aluminium, further improving the quality of the headphone. These components have been redesigned according to all specifications and design rules of CNC machining. This means they can easily be CNC machined, but at the same time, they can still be produced using additive manufacturing technologies as well, which widens the production possibilities and will enable the production of this headphone at several price points.
It's very important to note that CNC machining the components is vastly more expensive than producing them using additive manufacturing technologies when producing them in small quantities. For example, CNC machining a single unit of the hinge yoke out of 7075 aluminium costs approximately 15x more than 3D printing it out of Carbon Fiber reinforced polyamide using SLS technology. However, as the production quantity goes up, price per unit of CNC machined components goes down by an incredible amount, to such an extent that CNC machining 50 units of the hinge yoke makes each unit only about 50% more expensive than 3D printing 50 units of it. These production cost dynamics mean that CNC machining is perfectly viable in case of higher volume production, and given enough interest and demand for the headphone, it will surely be utilized in its production, both for the kit versions, as well as the fully finished and assembled headphones.

DESIGN CHANGES LEADING UP TO THE v.1.0
This is a list of the most important specific changes and improvements that have taken place during a two year long transition period from the v.0.9 prototype to the pre-production version of the headphone.
- Diameter of the ear cup and baffle has been slightly increased compared to the v.0.9, while the thickness of the hinge yokes and frames has been reduced by the same amount, resulting in a more pleasing appearance and improved headphone proportions.
- Hinge yokes and frames have been redesigned, featuring a more elegant appearance, while also being suited for CNC machining. The rotating hinge connecting the yoke to the headband slider has also been completely redesigned and significantly strengthened, featuring a custom CNC machined 4 mm diameter stainless steel fastener and a new rotation stop system. Special damping grease will also be used on the hinges, giving them a silky smooth feel similar to that found on high-end volume pots.
- Hinge attachment components have been redesigned and significantly strengthened.
- Headband sliders have been redesigned as well, now featuring an oval cross-section instead of a round one, as well as featuring a new rotation stop mechanism matching the redesigned hinge yokes.
- Headband pieces have been completely redesigned, featuring a more elegant appearance, while also being better suited for CNC machining. This will widen the manufacturing options available for V1, V2 and V3 headphones, all of which feature the same new headband design. Headband adjustment mechanism geometry is identical to that on the older headband version.
- The default position of the headphone driver has been slightly changed based on listening test results, in multiple small increments, by gradually offsetting it towards the middle of the baffle, bringing it slightly closer to the ear, while also slightly reducing the driver angle. These changes led to improvements in imaging and a stronger sense of frontal sound projection regardless of headphone drivers used, as well as fixing certain sound issues previously detected between 3500 and 4500 Hz.
- The driver holder component has been redesigned accordingly, now featuring a slightly more rigid design that secures the driver in place more effectively, while also being more acoustically neutral due to it's shape.
- The size and shape of the enclosed ear pad volume has been changed by redesigning the baffle on the ear side, with the depth of the baffle reduced and the concave shape being less pronounced than before. This has led to multiple acoustic benefits, including flattening the frequency response, reducing dips and peaks between 3000 and 6000 Hz and improving bass extension. These changes were noticed regardless of drivers and ear pads used.
- Baffle and frame filter tuning ports have been redesigned as well, with the ports now being 3-dimensional in shape and 30% larger than before, which means the baffles are more opened, in turn meaning that acoustic mesh filters are more efficient because the area they cover is larger than before. In addition, because the baffle has less solid plastic area now, sound reflections and resonances inside the enclosed ear pad volume have been significantly reduced, while also resulting in a more airy and opened feel while wearing and listening to the headphones.
- Filter frame components have been additionally redesigned and now feature an improved attachment mechanism, with a special lip designed to tuck under the driver holder component, improving the seal between the filter frame and the baffle, while also making the entire assembly more rigid.
- Ear pad attachment rings have been redesigned, with the old magnet attachment system replaced with a twist-locking mechanism that eliminates the need to use 24 magnets per headphone. However, the decision is not yet final because the magnet attachment system is still more elegant to use and potentially more durable as well. Multiple versions of ear pad attachment rings will be developed for multiple ear pads available on the market.
- A new additive manufacturing method became available, HP's Multi-Jet Fusion, which enables production of end-use PA12 parts that require no further post-processing after manufacturing. Because the surface finish on MJF manufactured parts is very attractive straight out of the machine, featuring a matte black surface with a fine texture, exactly what I've planned for the V3 headphone ear cups in the first place, I've decided to utilize this new technology and material for the ear cup shell production. The ear cup shells have also been slightly redesigned for a more elegant appearance, with the grill openings slightly enlarged as well, in order to match the new baffle design. Several weight saving measures have been taken as well by integrating multiple ribs and removing excess material on the underside of the component, increasing the shell rigidity and reducing its weight by approximately 15%. The MJF PA12 material is also incredibly impact and wear resistant, which makes it ideal for the outer shell as it won't get damaged easily. The baffle and filter frame will still be manufactured out of Graphite reinforced polyamide for extreme rigidity.
LTA V3 v.0.9.9 PROTOTYPE
This video shows the separation of connected 3D printed components manufactured out of PA12 using HP Multi-Jet Fusion technology. The components are stacked closely together and interconnected in this way for several reasons:
The benefits of stacking multiple components while utilizing additive manufacturing technologies far outweigh the extra work required to separate them before use. All LTA components sold to costumers will be shipped after being separated, cleaned and ready for use, unless otherwise stated.
The v.0.9.9 prototype components seen in this video are very similar to the final v.1.0 components, with minor changes to their design mentioned below taking place after their testing.
- The cost of MJF production is mainly determined by the volume of space that the object's bounding box takes up in the additive manufacturing machine. For that reason, stacking components closely together and overlapping their convex and concave areas, as well as filling up their hollow sections with other components, reduces the volume that they take up in the machine compared to separately printing each component, and each component having its own separate bounding box, often with a lot of empty, unused space. This reduces the production cost by around 40% in this case, and the savings can be even more extreme while printing big, hollow objects.
- Components must be connected together with rods or beams strong enough to prevent their separation during the printing process, during cleaning, packing or shipping. This ensures that components aren't lost at any of those stages and thus simplifies the whole process for the manufacturer.
- Uploading the CAD files that contain multiple interconnected components ensures that all of the components are manufactured at the same time, in the same machine, using the exact same settings and raw materials, with the same environmental conditions. This improves dimensional accuracy and enables tighter assembly tolerances.
The benefits of stacking multiple components while utilizing additive manufacturing technologies far outweigh the extra work required to separate them before use. All LTA components sold to costumers will be shipped after being separated, cleaned and ready for use, unless otherwise stated.
The v.0.9.9 prototype components seen in this video are very similar to the final v.1.0 components, with minor changes to their design mentioned below taking place after their testing.
LTA V3 v.1.0 PROTOTYPE
Full assembly of the final and fully developed LTA V3 v.1.0 prototype ear cup. Components seen in this video are ready for production and their designs are virtually finalized. The materials and manufacturing methods used in production of each individual prototype component, as well as the materials and manufacturing methods that will be used for the production version of the headphone, are indicated in the video. Components seen in this video are completely raw, without any post-processing done to them after manufacturing.
Note that the V3 headphones seen in this video will be available as fully built headphones according to the customers specifications, as well as DIY kits at several price points, for owners to build on their own with the drivers and ear pads of their choice. For more information visit the LTA V3 headphone model page.
Changes from the v.0.9.9 to v.1.0 are only minor and include:
Note that the V3 headphones seen in this video will be available as fully built headphones according to the customers specifications, as well as DIY kits at several price points, for owners to build on their own with the drivers and ear pads of their choice. For more information visit the LTA V3 headphone model page.
Changes from the v.0.9.9 to v.1.0 are only minor and include:
- Slight built-in tolerance fine adjustments at contact points between components.
- Slight adjustment of the default driver-to-ear distance resulting in minor changes to the baffle and driver holder components.
- Slightly reduced depth of the concave ear cup shape, followed by a small reduction of the default enclosed ear pad volume.
- Various mass-reducing treatments on the baffle and ear cup shell by hollowing-out thick solid sections and removing the excess material.
- The ribs connecting the outer baffle section with the central driver surround were hollowed out for the purpose of eliminating sound-wave reflections inside the baffle tuning ports.
- The filter frame component now has cutouts designed into it for the purpose of attaching sound-absorbing materials such as foam or felt onto it, further refining the acoustics of the headphone.
LTA V3 v.1.0 RAW PARTS
LTA V3 v.1.0 AFTER POST-PROCESSING
A fully assembled and post-processed LTA V1 v.1.0 prototype can be seen below. The MJF PA12 hinge yokes, frames and headband pieces have been post-processed by hand to a high-gloss metallic black finish. The MJF PA12 black ear cup shell is raw, as manufactured, and so are the grey baffle, filter frame and driver holder. The build also features a fine stainless steel mesh that has a visual and a functional purpose, an Elleven Acoustica Epsilon P1 driver, Beyerdynamic T1 gen. 2 ear pads, as well as Saati Acoustex acoustic mesh filters. This prototype represents one of the many possible outcomes of post-processing and configuring the V3. The basic design of the headphone is finalized, and the components can be further fine tuned and customized from this point. For example, the driver holders can be modified to tune the distance between the ear and the driver, with the rest of the headphone staying unchanged. Filter frame thickness can modified in order to reduce or increase the enclosed ear pad volume, a range of various acoustic mesh filters can be used to cover the ports, etc.
Only minor changes will be done to this headphone before it goes into production as a DIY kit, or as a custom-built model based on a given specification:
Only minor changes will be done to this headphone before it goes into production as a DIY kit, or as a custom-built model based on a given specification:
PERFORMANCE
When I first started designing the V3 headphone, my intention was to design a fun sounding headphone, not necessarily perfectly neutral, with perhaps a slightly V-shaped sound signature and a robust low end, but still close enough to neutrality that it can be used for a wide range of music. With this particular prototype configuration, I think I'm fairly close to what I planned to achieve. This is one of the best sounding dynamic headphones I've ever listened to when it comes to electronic, and generally bass focused music, while still being incredibly good with vocal and instrumental music, and having the ability to extract a high amount of detail out of the music.
When used with the same driver and ear pads as the V2, the V3 produces a slightly different sound signature. The fundamental sound quality is similar, perhaps even slightly higher than on the V2 due to the fact that the V3 ear cups are physically more massive, heavier and stiffer, as well as due to the fact that the back of the driver is completely isolated from the rest of the ear cup, resulting in less sound from the back of the driver leaking into the front acoustic chamber through the baffle ports. Both of these factors result in a subjective sense of a slightly tighter sound on the V3 compared to the V2. However, because the driver is more angled (18 degrees) relative to the ear, with a significant forward offset, the upper mids and highs are less flat and slightly lower in volume than on the V2, resulting in a slightly more relaxed presentation. In addition, due to a more closed baffle design and a slightly smaller enclosed ear pad volume, done so on purpose, the bass peak is a bit lower in the frequency range as well. Because of that, the V3 sounds more relaxed, slightly darker and heavier in the low end compared to the V2, with a touch tighter, deeper and more substantial bass impact, with the trade-off being a slightly reduced presence region. I don't want to give the wrong impression or claim that this is a bass-head headphone, because it's not. It just has an ability to produce very impactful, deep, tight and clean bass when it needs to. It CAN slam considerably harder than the DT770Pro, but doesn't when not necessary, and there is no bleeding of bass into the mids. Of course, this is down to the tuning, and can be entirely changed and customized. This sound signature is simply what I had planned for the V3 model. Using more transparent acoustic mesh on the baffle tuning ports can easily result in bass reduction and raising of the upper mids. In addition, using a more dense filter on the grill behind the driver, thus blocking airflow to a higher degree, results in an additional raise of upper mids. In fact, by blocking the grill to a large enough extent (70% or more flow reduction), it's entirely possible to create a +5 dB relative to 1 kHz raise in the frequency response between 1 and 3 kHz, peaking at around 2 kHz. Partially blocking the rear grill also tightens the bass, so it's all about the balance between using the right acoustic mesh on the baffle tuning ports, and blocking the grill behind the driver to a certain degree. The small chamber behind the driver also has walls lined with 3 mm thick acoustic felt on this prototype, reducing the amount of reverberation to a minimum.
When used with the same driver and ear pads as the V2, the V3 produces a slightly different sound signature. The fundamental sound quality is similar, perhaps even slightly higher than on the V2 due to the fact that the V3 ear cups are physically more massive, heavier and stiffer, as well as due to the fact that the back of the driver is completely isolated from the rest of the ear cup, resulting in less sound from the back of the driver leaking into the front acoustic chamber through the baffle ports. Both of these factors result in a subjective sense of a slightly tighter sound on the V3 compared to the V2. However, because the driver is more angled (18 degrees) relative to the ear, with a significant forward offset, the upper mids and highs are less flat and slightly lower in volume than on the V2, resulting in a slightly more relaxed presentation. In addition, due to a more closed baffle design and a slightly smaller enclosed ear pad volume, done so on purpose, the bass peak is a bit lower in the frequency range as well. Because of that, the V3 sounds more relaxed, slightly darker and heavier in the low end compared to the V2, with a touch tighter, deeper and more substantial bass impact, with the trade-off being a slightly reduced presence region. I don't want to give the wrong impression or claim that this is a bass-head headphone, because it's not. It just has an ability to produce very impactful, deep, tight and clean bass when it needs to. It CAN slam considerably harder than the DT770Pro, but doesn't when not necessary, and there is no bleeding of bass into the mids. Of course, this is down to the tuning, and can be entirely changed and customized. This sound signature is simply what I had planned for the V3 model. Using more transparent acoustic mesh on the baffle tuning ports can easily result in bass reduction and raising of the upper mids. In addition, using a more dense filter on the grill behind the driver, thus blocking airflow to a higher degree, results in an additional raise of upper mids. In fact, by blocking the grill to a large enough extent (70% or more flow reduction), it's entirely possible to create a +5 dB relative to 1 kHz raise in the frequency response between 1 and 3 kHz, peaking at around 2 kHz. Partially blocking the rear grill also tightens the bass, so it's all about the balance between using the right acoustic mesh on the baffle tuning ports, and blocking the grill behind the driver to a certain degree. The small chamber behind the driver also has walls lined with 3 mm thick acoustic felt on this prototype, reducing the amount of reverberation to a minimum.
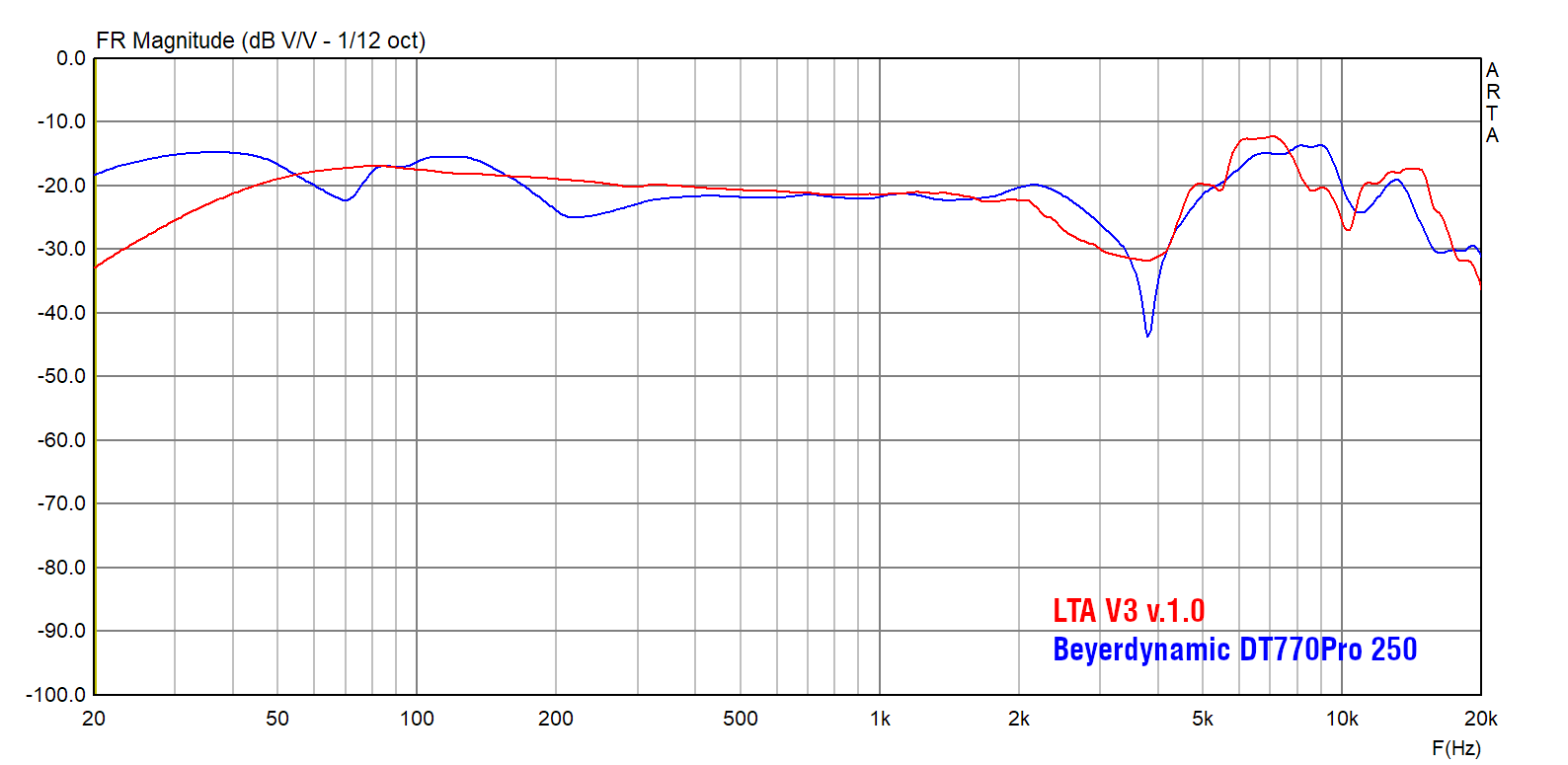
The V3 v.1.0 prototype shown on the graph above features acoustic mesh filters on the front two pairs of baffle tuning ports that block around 40% of the airflow, while the rear pair of tuning ports feature the same type of filter, but a more dense version of it, which blocks around 80% of the airflow. On the other hand, the V2 features filters that block around 80% of the airflow on all of the baffle tuning ports, due to the fact that the opened area of the V3 baffle is smaller than on the V2 baffle. Because of that, despite featuring more transparent filters, the V3 baffle is still less transparent than the V2 baffle overall, resulting in the slightly more substantial low end on the V3. In addition, it has 3 mm acoustic felt on the designated areas of the filter frame, with the same acoustic felt lining the wall of the chamber behind the driver. Finally, the grill behind the driver is combined with an acoustic mesh reducing flow by an additional 40%. Blocking the rear grill more than that results in a 2 kHz peak.
As mentioned on other prototype pages, the frequency response graph is not entirely accurate and can't be directly compared to other graphs online, however, it quite accurately represents what I hear, at least up to 5 kHz. Above that, my measurement rig slightly exaggerates the highs. It's like that on all headphones I measure and is down to the microphone capsule I use. In reality, the highs are nowhere near as peaky or exaggerated, although they are extremely clean, clear and offer a very high level of detail.
As mentioned on other prototype pages, the frequency response graph is not entirely accurate and can't be directly compared to other graphs online, however, it quite accurately represents what I hear, at least up to 5 kHz. Above that, my measurement rig slightly exaggerates the highs. It's like that on all headphones I measure and is down to the microphone capsule I use. In reality, the highs are nowhere near as peaky or exaggerated, although they are extremely clean, clear and offer a very high level of detail.
©2019-2023 Tomislav Liber - LTS Headphones - All rights reserved.
